


EN ISO 8492 / ASTM A370
Utilizzato per testare la duttilità della saldatura in particolare sulla superficie esterna. Un provino viene appiattito in una pressa con la saldatura posizionata a 90°. La severità della prova di appiattimento viene misurata dalla distanza tra le piastre e viene variata in funzione delle dimensioni del tubo. La distanza standard tra i piani per
A.D. Tubi è maggiore del 20% rispetto a quanto prescritto dalle norme. I campioni che mostrano cricche o irregolarità vengono ritenuti non conformi. La frequenza dei test è conforme allo standard di produzione; tuttavia, viene eseguito un test almeno ogni ora.

EN ISO 8493
Questo test viene utilizzato per determinare la capacità dei tubi di sezione circolare di subire una deformazione plastica durante l'espansione. L'estremità del provino viene espansa con un mandrino conico fino a quando il diametro esterno massimo del tubo espanso raggiunge il valore specificato nella relativa norma di prodotto. L’espansione standard di A.D. Tubi è sempre maggiore del 20% per gli acciai duplex e le leghe di nichel, e maggiore del 25% per gli acciai austenitici. Su richiesta del cliente, per leghe speciali, l'espansione può essere maggiore anche del 40-50%. I campioni che mostrano cricche o irregolarità vengono ritenuti non conformi. La frequenza dei test è conforme allo standard di produzione; tuttavia viene eseguito un test almeno ogni ora.

ASTM A370
Utilizzato per testare la duttilità della saldatura, in particolare interna, determinando così le proprietà richieste nelle specifiche del prodotto. Il campione è costituito da un tratto di tubo lungo circa 100 mm tagliato longitudinalmente a 180° della saldatura. Il campione viene quindi aperto e appiattito con la saldatura al centro. I campioni che mostrano cricche o irregolarità vengono ritenuti non conformi. La frequenza dei test è conforme allo standard di produzione; tuttavia viene eseguito un test almeno ogni ora.
ASTM A370
Utilizzato per testare la duttilità della saldatura longitudinale. Una sezione di tubo viene espansa e ripiegata su sé stessa fino alla larghezza richiesta dalle specifiche del materiale applicabile senza mostrare cricche o imperfezioni. La frequenza dei test è conforme allo standard di produzione; tuttavia, viene eseguito un test almeno ogni ora.

ASTM A370
Questa prova consiste nell'inserire un mandrino conico con una inclinazione di 60° in una sezione tagliata dal tubo e nell'espandere il provino fino a quando il diametro interno non aumenta nella misura richiesta dalle specifiche del materiale. In base alla prova di espansione, il rapporto di deformazione standard di A.D. Tubi è superiore allo standard ASTM. I campioni incrinati vengono scartati. La frequenza dei test è conforme allo standard di produzione; tuttavia, viene eseguito un test almeno ogni ora.

EN ISO 5173 / ASTM A370
Il test viene eseguito per valutare la resistenza della saldatura dei tubi. Il campione è costituito da un tratto di tubo lungo circa 100 mm tagliato longitudinalmente a 180° della saldatura. Il campione viene quindi aperto e piegato di 180° lungo il cordone di saldatura interno trovandosi nel punto di massima flessione. I campioni che mostrano cricche o irregolarità vengono ritenuti non conformi. La frequenza dei test è conforme allo standard di produzione; tuttavia, viene eseguito un test almeno ogni ora.

ASTM E18 / ASTM E92 / EN ISO 6507-1 / EN ISO 6508-1
Il test di durezza viene eseguito su ogni colata di tubi prodotti. È possibile eseguire HRC (Rockwell C), HRB (Rockwell B) e HV (Vickers). Viene eseguito un test ad ogni avvio della produzione. La frequenza dei test e i valori di accettazione sono definiti dal relativo standard di produzione.
EN ISO 6507 / ASTM E384
Il test di microdurezza viene eseguito su richiesta del cliente. A.D. Tubi può eseguire prove di microdurezza da 0,1HV a 10HV sul metallo base (BM), sulla zona termicamente alterata (HAZ) e sulla zona saldata (WZ). Per vedere i valori tipici del test di microdurezza, consultare la scheda tecnica del materiale per ulteriori informazioni.

ASTM E8 / EN ISO 6892-1
Un campione di tubo viene sottoposto ad una forza di tensione longitudinale controllata fino alla rottura, consentendo di misurare il carico di rottura, il punto di snervamento e l'allungamento. Su ogni colata prodotta viene eseguita una prova di trazione. La frequenza del test è definita dal relativo standard di produzione. A.D. Tubi registra i valori di Rp0,2, Rp1, Rm ed allungamento% per ogni prova effettuata.

EN ISO 6892-2 / ASTM E21
Utilizzando questo metodo si controllano le proprietà del materiale a temperatura elevata (resistenza alla trazione, resistenza allo snervamento, allungamento).

ASTM E1928 prova Thirkell
Questo test stima lo stress circonferenziale residuo approssimativo nei nostri tubi dalla variazione del diametro esterno che si verifica durante la divisione di una lunghezza del tubo. Un provino con una lunghezza di circa 100 mm viene diviso longitudinalmente, quindi il diametro viene misurato a 90° dal taglio. I tubi A.D. Tubi hanno uno stress residuo molto basso.

Tongue Test
Il tongue test viene eseguito qualora i requisiti dell'ordine prevedano una valutazione delle tensioni residue longitudinali nel materiale dovute a lavorazioni meccaniche eseguite durante la produzione del tubo stesso. Dal tubo vengono tagliati tre lati di un rettangolo e l'apertura di questa “lingua” viene misurata e correlata alle sollecitazioni longitudinali.

Il test di scoppio è un test che può essere effettuato su richiesta del cliente per determinare la pressione di scoppio del tubo. Un campione di tubo viene riempito di olio fino alla rottura, momento in cui viene registrata la pressione. La posizione e la forma della rottura possono fornire importanti informazioni sulla duttilità dei materiali.

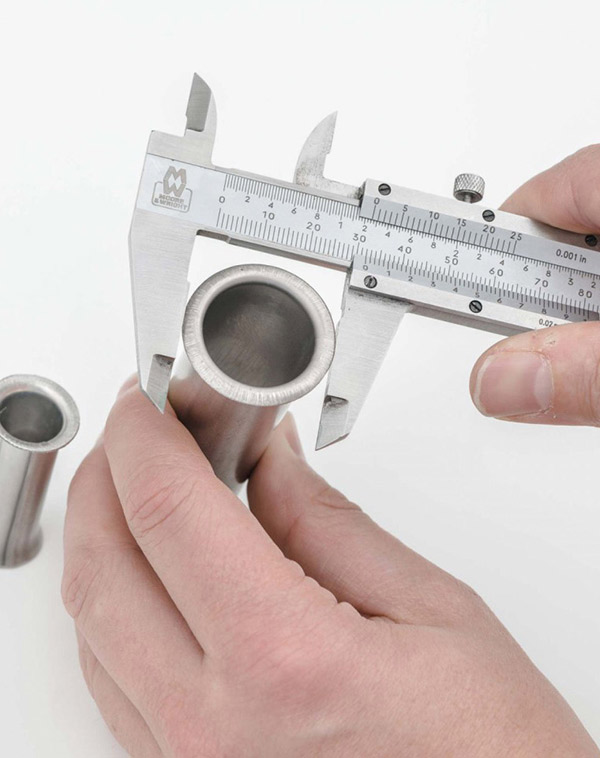
Gli operatori eseguono il controllo del diametro, dello spessore delle pareti e della lunghezza secondo una frequenza stabilita nello standard di produzione. Tutti gli strumenti di misura sono certificati e tarati periodicamente. Su richiesta del cliente è possibile misurare anche il diametro interno utilizzando appositi calibri.
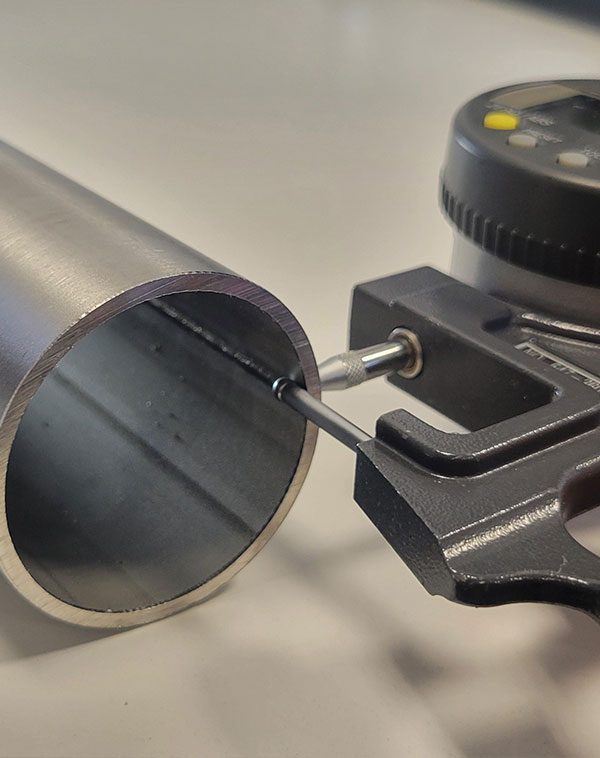
L'altezza del cordone di saldatura può essere misurata utilizzando un calibro speciale. L'altezza interna del cordone di saldatura dall'interno dei tubi laminati, per i tubi comuni, è tipicamente inferiore a 0,05 mm. Il cordone di saldatura esterno, quando laminato, è vicino allo zero.

Per applicazioni speciali lo spessore della parete può essere misurato anche mediante un dispositivo a ultrasuoni.

EN ISO 10893-1 / EN ISO 10893-2 / ASTM E426 / ASTM E309 / ASTM E571
Il controllo con correnti indotte viene eseguito in linea sul 100% dei tubi prodotti, secondo EN 10893-1/10893-2 o ASTM E426-E573-E309. La calibrazione e la verifica viene eseguita da personale di livello 2 e 3 di A.D. Tubi qualificato in conformità alle norme e EN-ISO9712 e SNT-TC-1A. I tubi non conformi vengono automaticamente segregati nell'area non conforme.

EN ISO 10893-10 / EN ISO 10893-11 / ASTM E213
L'UT può essere eseguito sul 100% dei tubi prodotti. Il test viene effettuato in linea sui tubi finiti prima del taglio e dopo Il controllo con correnti indotte. La calibrazione e la verifica vengono eseguite da personale qualificato A.D. Tubi livello 2 e 3 secondo EN-ISO9712 e SNT-TC-1A.

ASTM E515 / EN 1593
L'AUW test pneumatico sott’acqua può essere eseguito sul 100% dei tubi su richiesta del cliente. Ciascun tubo con una superficie interna pulita e asciutta deve essere pressurizzato internamente a un minimo di 150 psi (7 bar) con aria compressa mentre è immerso in acqua pulita, mantenendo la pressione per almeno 5 secondi dopo che la superficie dell'acqua è diventata calma si ispeziona tutta la superficie esterna del tubo. Qualsiasi tubo che presenti perdite viene scartato.

ASTM A1047 / EN1779
Test pneumatico a variazione di pressione viene eseguito secondo ASTM A1047 e EN1779. A.D. TUBI esegue prove di tenuta mediante test pneumatico a variazione di pressione fino a 10 bar per le applicazioni comuni ed è possibile impostare una soglia di perdita molto bassa (5-10 mbar).

EN ISO 13018
L'esame visivo viene costantemente eseguito dai nostri operatori. Gli operatori esaminano il cordone di saldatura, le condizioni della superficie, la pulizia interna ed esterna dei tubi.
Le superfici interne possono essere ispezionate tramite videoendoscopio.

ASTM A1016 / EN 10217-7
Il test idrostatico viene utilizzato per determinare e verificare l'integrità del tubo. A.D. Tubi può eseguire HT sul 100% dei tubi su richiesta del cliente fino alla pressione di 250bar.

EN ISO 10893-4 / ASTM E165
I metodi di analisi con liquidi penetranti indicano la presenza, l'ubicazione e, in misura limitata, la natura e l'entità delle discontinuità rilevate. Si basa sulla capacità di un liquido di essere assorbito attraverso un'azione capillare in una discontinuità superficiale “pulita”. Il liquido penetrante viene applicato sulla superficie del tubo (opportunamente pulita). Successivamente è necessario attendere un tempo opportuno affinché il liquido, per capillarità, penetri all'interno delle discontinuità. Quindi il liquido in eccesso viene rimosso dalla superficie. Viene quindi applicato uno sviluppatore sul tubo, ricoprendone tutta la superficie. Infine si può osservare il penetrante contenente un colore contrastante, che persiste dall'interno delle discontinuità.

ASTM E1245
Il test del bilanciamento austenite/ferrite viene effettuato per verificare la percentuale di fase austenite e fase ferrite negli acciai duplex. Il test viene eseguito secondo ASTM E1245 (analisi automatica delle immagini). Nel laboratorio di A.D. Tubi è possibile verificare il corretto equilibrio delle due fasi, sia nel metallo base, nella zona termicamente alterata che nel metallo saldato. La percentuale standard di austenite nel metallo di apporto di A.D. Tubi è compresa tra il 40% e il 60%, a seconda della percentuale di materia prima.

EN ISO 4287
La misurazione della rugosità viene eseguita su richiesta del cliente per valutare la rugosità dei tubi prodotti. Il test viene effettuato utilizzando un profilometro calibrato. I valori di rugosità dipendono strettamente dalle condizioni superficiali della materia prima, pertanto valori di rugosità speciali devono essere concordati già in fase di preventivo.
Il personale A.D. Tubi è in grado di misurare i seguenti parametri superficiali:
Rugosità media (Ra, AA, CLA)
Rugosità quadratica media (Rq, RMS)
Altezza massima picco/valle (Ry, Rmax)
Altezza in dieci punti (Rz)
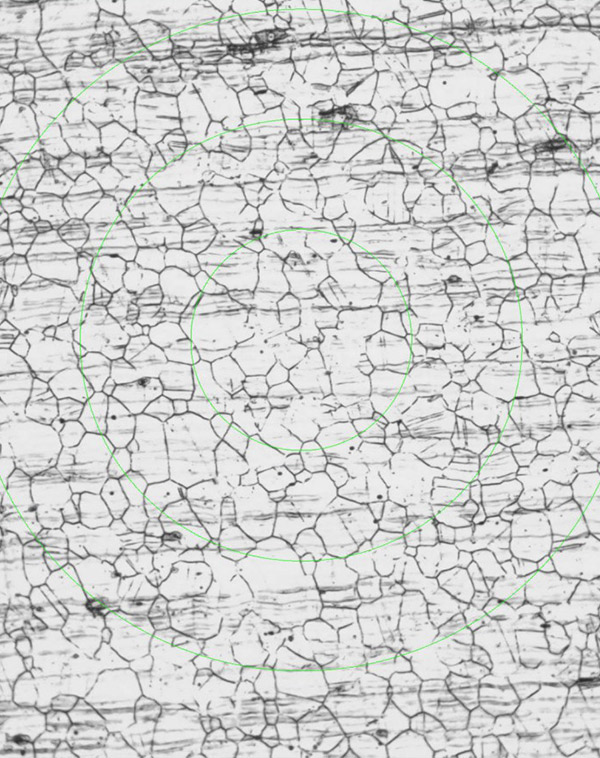
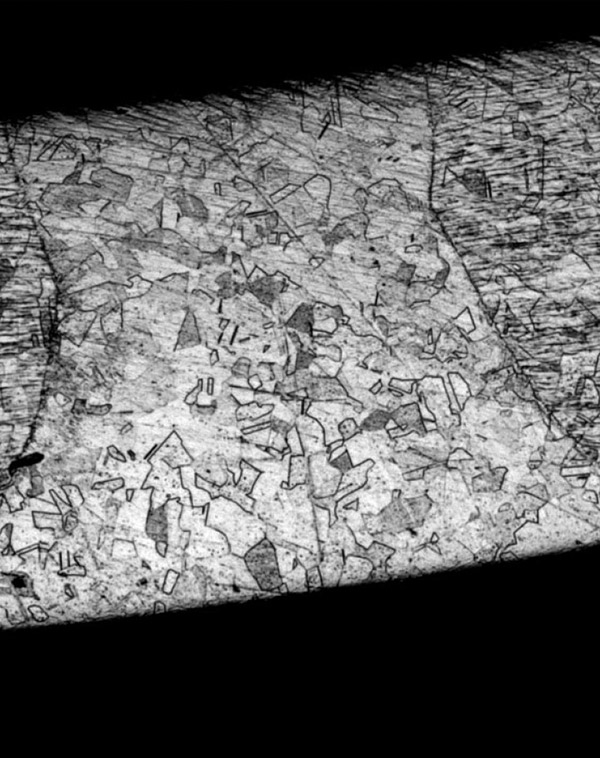
ASTM E112
La determinazione della dimensione del grano è un test effettuato per verificare le dimensioni microstrutturali dei grani. Il test viene eseguito secondo ASTM E112. La dimensione del grano dipende dalla qualità e dal trattamento termico eseguito. L'obiettivo del test è determinare il numero di granulometria G corrispondente ad una determinata area media dei grani. La tipica dimensione della grana dei tubi A.D. Tubi del metallo saldato e della zona termicamente alterata è molto vicina alla dimensione del grano del metallo base.

Il Test anti miscuglio è un test per verificare rapidamente la tipologia del materiale. Non è un'analisi chimica. A.D. Tubi esegue il PMI per ogni nastro in entrata per verificarne la qualità. Su richiesta del cliente questo test può essere eseguito su tubi finiti.

ASTM E407
Questa analisi viene effettuata per valutare la forma e la penetrazione della saldatura. Si esegue sezionando tagliando un campione dal tubo, lucidandolo e successivamente eseguendo an attacco chimico o elettro-chimico. Può essere valutata anche la ricristallizzazione della saldatura.
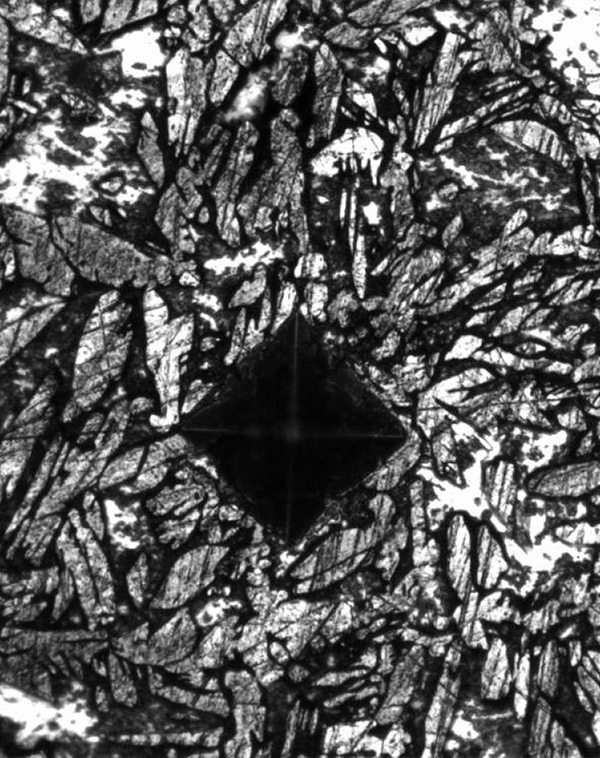
ISO 17639 / ASTM E407
L’analisi micrografica viene effettuata per verificare la qualità della saldatura o per verificare altre caratteristiche come l’assenza di fasi intermetalliche. Una porzione di tubo viene inglobata in resina e poi lucidata. Dopo la lucidatura, il campione viene attaccato con un adeguato agente chimico o elettrochimico e poi osservato al microscopio ottico. Si può verificare la microstruttura, la presenza di microporosità e fasi intermetalliche.
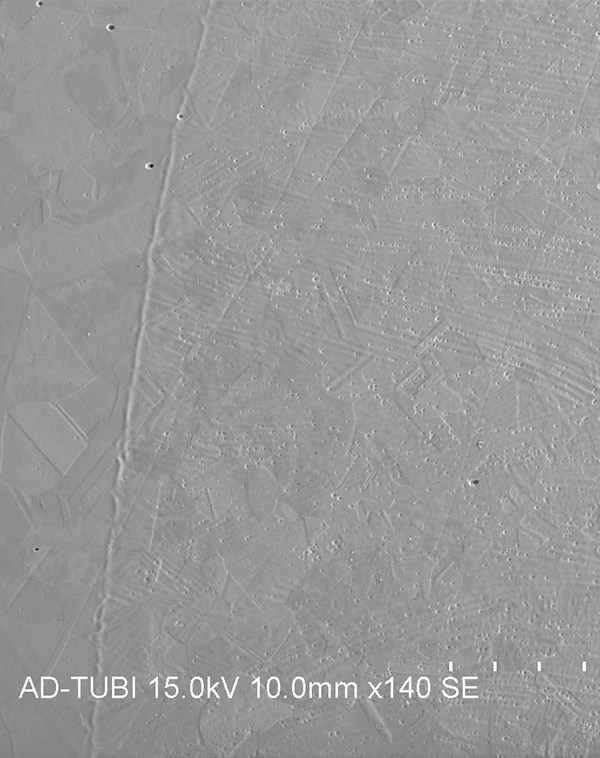
A.D. Tubi è in grado di effettuare analisi particolari utilizzando il suo microscopio elettronico a scansione. L'analisi SEM è molto utile per verificare alcuni aspetti non comuni, come segregazioni delle seconde fasi, microporosità, presenza di elementi indesiderati. Ad esempio è molto utile per controllare la presenza di segregazioni di molibdeno nelle leghe al 6%Mo. (Tuttavia il campo di applicazione del SEM è così ampio che non può essere riassunto qui.)

ASTM E1086
Metodo di prova standard per l'analisi del materiale mediante spettrometria a emissione ottica che ci fornisce la composizione chimica del prodotto.

La ferrite può essere misurata utilizzando un dispositivo chiamato ferritescopio. La ferrite residua negli acciai austenitici e il bilancio ferrite/austenite negli acciai duplex possono essere misurati rapidamente utilizzando questo dispositivo elettronico.

ASTM/ASME A/SA688
Il test di determinazione dei cloruri residui viene effettuato per rilevare eventuali residui di cloruro sui tubi finiti. Il test viene eseguito secondo ASTM/ASME A/SA688. Il contenuto di ioni Cl- viene valutato in acqua deionizzata a contatto con un campione di tubo finito. I valori tipici sono inferiori a 1 ppm di ioni Cl-.